- Описание
- Формы головок
- Требования Госстандарта Р 52644–2006 – вес, длина, сечение ВПБ
- Контроль качества
- Маркировка болтов по классу их прочности
- Классы прочности резьбовых крепежных изделий
- Что значат цифры маркировки на болтах?
- Немного о маркировке болтов из нержавеющей стали.
- Момент затяжки высокопрочного болта М22 40х»селект»
- Момент затяжки высокопрочного болта М24 40х»селект»
- В чем же отличаются болты высокой прочности от обычных?
- Важность правильного выбора крепежа
- Сфера использования
- Разрушающие нагрузки для болтов
- Стали для изготовления болтов
- Технология крепления высокопрочных болтов
- Подготовка высокопрочных болтов гаек и шайб
- Правила затягивания БВП
Описание
Высокопрочный болт – это метиз, у которого сопротивление к временным нагрузкам равно 800 МПа. Его размеры, вес и прочие параметры стандартизированы ГОСТ 52644.





Болты высокой прочности изготавливают из низкоуглеродистой легированной стали с использованием метода горячей или холодной высадки отливок.

Резьба наносится специальными автоматическими станками. Высокопрочные метизы обязательно проходят термическую обработку в электропечах, что делает их устойчивыми к коррозии, повышает их прочность и долговечность. Они могут выпускаться как с особым покрытием, так и без него. Обязательно производят маркировку высокопрочных болтов.
Класс прочности болтов начинается с 8.8. Максимальное значение 12,9. Этот параметр отображается на их головках.

Формы головок
- Шестигранная.
- Квадратная.
- Круглая.
- Цилиндрическая.
- Коническая.
Требования Госстандарта Р 52644–2006 – вес, длина, сечение ВПБ
ВПБ выпускаются с диаметром резьбы М16, М20, М24, М30, М36, М42, М48, классами прочности – 8.8, 9.8, 10.9, 12.9. Длина болтов варьируется в пределах 40–300 мм. Вес изделий зависит от их длины и диаметра. Он колеблется в достаточно широких пределах. Вес 1000 штук ВПБ М16 равняется 116–514 кг, М20 – 204–804 кг, М24 – 377–1210 кг. Масса болтов М30–М42 изменяется от 633 до 3830 кг. А вот вес 1000 ед. М48 равняется 2495–5002 кг. Изделия высокой прочности производятся со специальным покрытием либо без такового. Толщина дополнительно слоя регламентируется ГОСТ. Для метизов М16 она должна быть не выше 25 мкм, для М20 – 30, для М24 – 40, М30–М48 – не более 50 мкм.

Теоретический вес 1000 единиц ВПБ, который мы указывали выше, рассчитывается для изделий без специального покрытия. Высокопрочные метизы обязаны изготавливаться с постоянным уровнем качества резьбовой поверхности. Это является гарантией требуемого обеспечения затяжки соединений, выполняемых посредством ВПБ. Уровень качества обуславливается показателем закручивания (так называемый коэффициент или момент затяжки). Его величина зависит от типа смазки и дополнительного покрытия болтов. Высокопрочные изделия с произвольным покрытием должны иметь коэффициент закручивания в пределах 0,11–0,2. Метизы со стандартной смазкой и покрытием – 0,14–0,2. Проверяют коэффициент закручивания по Госстандарту Р 52643.
ВПБ чаще всего выпускаются из сталей 40Х и 40Х Селект. Второй из указанных сплавов по своему химическому составу является максимально качественным. Он, по сути, представляет собой выборку из нескольких партий 40Х. Сплавы с маркировкой Селект имеют стабильные механические показатели. Достигаются они именно за счет проведения выборки. Болты из стали 40Х Селект используются для соединения конструкций высокой степени ответственности (эксплуатируемых в особых условиях, имеющих большой вес). В остальных случаях применяются ВПБ из обычных сплавов 40Х. Выборка стали 40Х Селект осуществляется непосредственно на литейном производстве.
Покрытие описываемых болтов бывает следующих видов:
- электролитическое кадмиевое;
- электролитическое цинковое;
- горячее цинковое.
При наличии на крепежных изделиях любого из этих покрытий обязательным является их обработка смазывающим составом.
Контроль качества
Все изделия контролируются по двум параметрам: визуальное соответствие стандарту и металлографическое исследование. При визуальном контроле качества изделие осматривается на предмет отклонения от государственного стандарта по размеру и диаметру, наличию механических повреждений и дефектов, а также наличию коррозийных изменений. Металлографическая оценка предполагает магнитное исследование. Для более детального изучения состава детали может быть использован метод вытравливания металла. Данные методики позволяют с точностью определить количество примесей в сплавах и природу материала, из которого было изготовлено изделие. В случае несоответствия детали стандартам она выбраковывается.
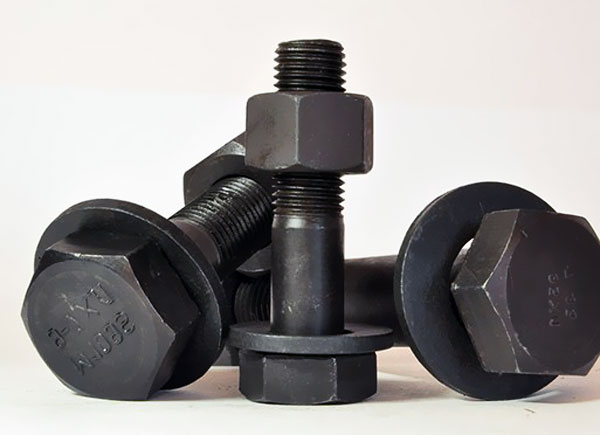
Маркировка болтов по классу их прочности
Система маркировки болтов, значение которой можно посмотреть в специальных таблицах, чтобы определить, какой именно тип крепежа вам подойдет, разработана Международной организацией по стандартизации (ISO). Все стандарты, разработанные в советское время, а также современные российские нормативные документы, основываются на принципах данной системы.
Обязательной маркировке подлежат болты и винты, диаметр которых составляет более 6 мм. На крепежные изделия меньшего диаметра маркировка наносится по желанию производителя.
Маркировка не наносится на винты, имеющие крестообразный или прямой шлиц, а изделия, имеющие шестигранный шлиц и любую форму головки, маркируются обязательно.
Не подлежат обязательной маркировке также нештампованные болты и винты, которые изготовлены точением или резанием. Маркировка на такие изделия наносится только в том случае, когда этого требует заказчик подобной продукции.
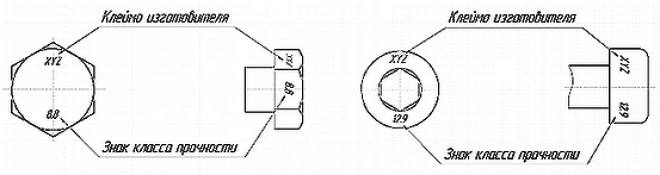
Стандартное расположение маркировки на болтах
Местом, на которое наносится маркировка болта или винта, является торцевая или боковая часть их головки. В том случае, если для этой цели выбрана боковая часть крепежного изделия, маркировка должна наноситься углубленными знаками. Выпуклая маркировка по высоте не должна превышать:
- 0,1 мм – для болтов и винтов, диаметр резьбы которых не превышает 8 мм;
- 0,2 мм – для крепежных изделий, диаметр резьбы которых находится в интервале 8–12 мм;
- 0,3 мм – для болтов и винтов с диаметром резьбы больше 12 мм.
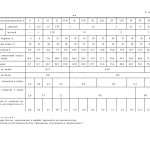
Геометрию различных видов резьбового крепежа регламентируют отдельные ГОСТы. В качестве примера можно рассмотреть изделия, выпускаемые по ГОСТ 7798-70. Такие болты с головкой шестигранного типа, относящиеся к категории изделий нормальной точности, активно используются в различных сферах деятельности.
ГОСТ 7798-70 оговаривает как технические характеристики таких болтов, так и их геометрические параметры. С материалами ГОСТ 7798-70 можно ознакомиться ниже.








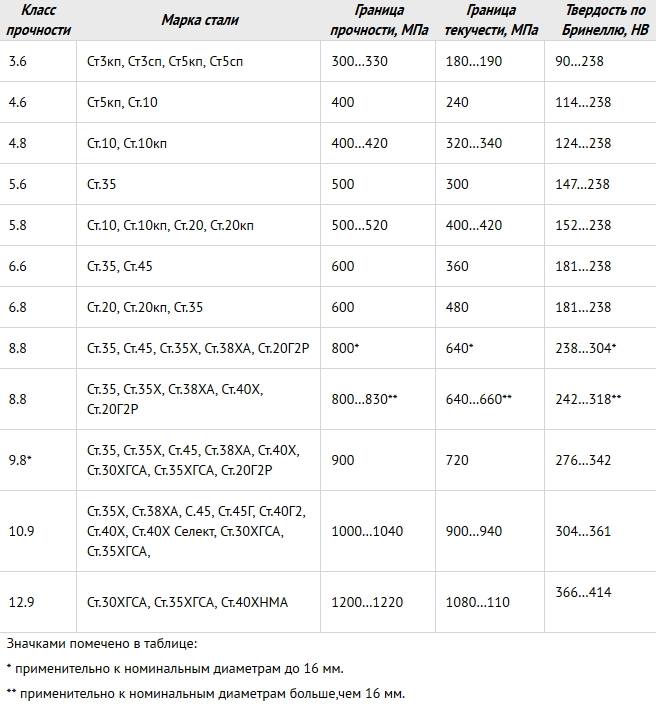
Классы прочности резьбовых крепежных изделий
Класс прочности гаек, винтов, болтов и шпилек определен их механическими свойствами. По ГОСТ 1759.4-87 (ISO 898.1-78) предусмотрено разделение крепежных элементов по классам их прочности на 11 категорий: 3.6; 4.6; 5.6; 5.8; 6.6; 6.8; 8.8; 9.8; 10.9; 12.9.
Правила расшифровки класса прочности болтов достаточно просты. Если первую цифру обозначения умножить на 100, то можно узнать номинальное временное сопротивление или предел прочности материала на растяжение (Н/мм2), которому соответствует изделие. К примеру, болт класса прочности 10.9 будет иметь прочность на растяжение 10/0,01 = 1000 Н/мм2.
Умножив второе число, стоящее после точки, на 10, можно определить, как соотносится предел текучести (такое напряжение, при котором у материала начинается пластическая деформация) к временному сопротивлению или к пределу прочности на растяжение (выражается в процентах). Например, у болта класса 9.8 минимальный предел текучести составляет 8 × 10 = 80%.
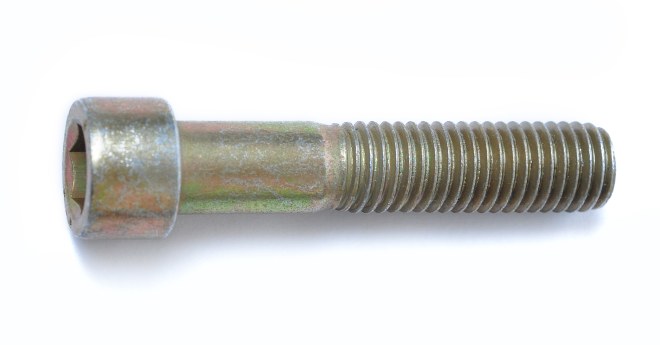
Болт с цилиндрической головкой и внутренним шестигранником
Предел текучести – это такое значение нагрузки, при превышении которой в материале начинаются не подлежащие восстановлению деформации. При расчете нагрузок, которые будут воздействовать на резьбовой крепеж, закладывается двух- или даже трехкратный запас от предела текучести.
Высокопрочные болты, временное сопротивление у которых равно или больше 800 МПа, используются не только для крепления элементов крановых конструкций, но и при строительстве мостов, при производстве сельскохозяйственной техники, в железнодорожных соединениях и для решения ряда других задач. Высокопрочные болты соответствуют классу 8.8 и выше, а гайки — 8.0 и выше.
Параметром, который определяет, какой класс прочности будет у болтов, является не только марка стали, но и технология, по которой они изготовлены. Болты, относящиеся к категории высокопрочных, преимущественно изготавливаются по технологии высадки (холодной и горячей), резьбу на них формируют накаткой на специальном автомате. После изготовления они подвергаются термообработке, затем на них наносится специальное покрытие.

Болт с шестигранной головкой и фланцем
Автоматы по холодной и горячей высадке, на которых изготавливаются болты высоких классов прочности, могут быть различных марок, некоторые модели позволяют производить от 100 до 200 изделий в минуту. Сырьем для производства является проволока из низкоуглеродистой и легированной стали, содержание углерода в которой не превышает 0,4%.
Основными марками стали, используемыми для производства таких крепежных элементов, являются 10КП, 20КП, 10, 20, 35, 20Г2Р, 65Г, 40Х. Требуемые механические свойства этим высокопрочным болтам придаются и при помощи термической обработки, проводимой в электропечах, в которых создается специальная защитная среда (с ее помощью удается избежать обезуглероживания стали).
Разные типы болтов изготавливаются и из углеродистой стали, при этом получаются изделия, относящиеся к разным классам прочности. Применяя различные технологии изготовления и термическую обработку (закалку), из одной марки стали можно получать болты, относящиеся к разным классам прочности.
Рассмотрим, к примеру, сталь 35, из которой можно изготовить болты следующих классов прочности:
- 5.6 — болты изготавливают на токарных или фрезерных станках методом точения;
- 6.6 и 6.8 — такие крепежные элементы изготавливают по технологии объемной штамповки, для чего используют высадочные прессы;
- 8.8 — такой класс прочности можно получить, если подвергнуть болты закалке.
- Виды болтов с исполнением «У», которые могут эксплуатироваться при температурах, доходящих до –40 градусов Цельсия. Что важно, буква «У» не указывается в обозначении таких изделий.
- Изделия с исполнением «ХЛ», которые могут использоваться в еще более жестких температурных условиях: от –40 до –65 градусов Цельсия. В обозначении таких изделий указывается класс их прочности, после которого следуют буквы «ХЛ».
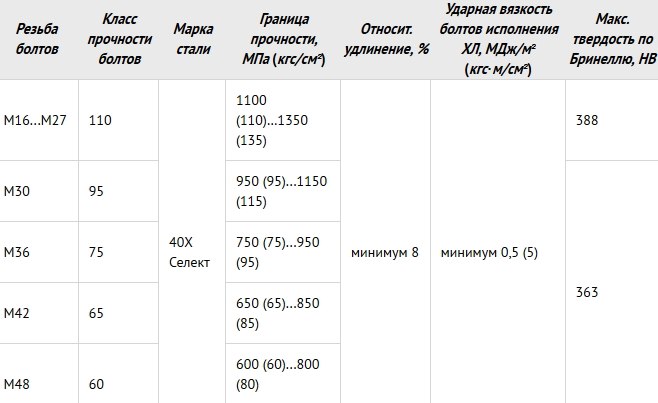
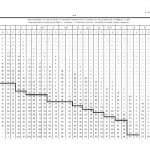
Параметры высокопрочных болтов
В таблице указаны параметры, которым соответствуют высокопрочные болты. Для того чтобы изготовить крепежные элементы с еще более высокими прочностными характеристиками, используются следующие сорта сталей: 30Х3МФ, 30Х2АФ, 30Х2НМФА.
Что значат цифры маркировки на болтах?
Ну а что же обозначают цифры на болтах? Как мы уже говорили, для болтов из из углеродистой стали они показывают класс прочности болта.
Сейчас мы очень глубоко не будем разбираться в классификации прочности болтов, потому что на эту тему написана отличная большая статья, в которой все рассмотрено подробнейшим образом.
Отметим только, что в маркировке класс прочности болта обозначается двумя цифрами, которые написаны через точку. Например, на болтах мы можем видеть цифры: 3.6, 8.8, 10.9, 12.9 и т.п.
Так вот,
Первая цифра показывает нам нагрузку, которую может выдержать резьбовое соединение. Точнее — одну сотую номинальной величины предела прочности болта на разрыв, измеренную в МПа.
Перевод единиц измерения: 1 Па = 1Н/м2; 1 МПа = 1 Н/мм2 = 10 кгс/см2.
Иными словами, если на болте написано 8.8 — то цифра 8 обозначает, что предел прочности этого болта на разрыв равняется 8 х 100 = 800 МПа. Или 800 МПа = 800 Н/мм2 = 80 кгс/мм2
Вторая цифра показывает нам отношение предела текучести к пределу прочности, умноженному на 10. Из пары цифр можно узнать предел текучести материала. Для этого нужно умножить обе цифры, и еще умножить их на 10. То есть: 8 х 8 х 10 = 640 Н/мм2
Чтобы было совсем понятно, рассмотрим еще один пример. Если на болте стоит маркировка класса прочности 5.8, то у этого болта предел прочности на разрыв = 500 Н/мм2. А предел текучести = 5*8*10=400 Н/мм2)
Обратите внимание!
Значение предела текучести — это и есть максимальная рабочая нагрузка болта!
При расчетах болтового соединения по заданной нагрузке используют коэффициент 0,5-0,6 от предела текучести.
Например, Болт М14 с классом прочности 8.8 имеет диаметр тела около 12 мм и площадь сечения около 1 см2.
Тогда предел прочности на разрыв составит 8 тонн, предел текучести 6,4 тонны, а расчетная нагрузка — 6,4 х 0,5 = 3,2 тонны.
Немного о маркировке болтов из нержавеющей стали.
На болты из нержавеющей стали наносится в первую очередь маркировка самой стали — А2 или А4.
И затем — Предел прочности — 50, 60, 70, 80.
Например, маркировка на болтах из нержавеющей стали выглядит так: А2-50, А4-80.

Число в этом обозначении — 1/10 соответствия Пределу прочности углеродистой стали.
Пример: На болте нанесена маркировка А2-50.
Предел прочности: — 50 х 10 = 500 Мпа.
Иными словами, класс прочности этих болтов соответствует классу прочности болтов из углеродистой стали 500 Мпа (5.6).
Момент затяжки высокопрочного болта М22 40х»селект»
Определение натяжение высокопрочного болта выполняется в соответствии ниже перечисленных пунктов
- Крутящий момент (момент закручивания-затяжки) (Н×м) при натяжении высокопрочных болтов М24 за гайку следует определять по формуле:
- Мкр = 22×Р×К; где
- Р=220 кН — контролируемое усилие натяжения болта (22,16т)
- 7700 кг/см² (расчетное сопротивление стали 40Х)
- 0,95 — Коэффициент условий работы
- 3,03 расчетная площадь болта по сечение нетто
- К-коэффициент закручивания (берется из сертификатных данных завода-изготовителя). Так, при коэффициенте закручивания 0,175 крутящий момент равен Мкр = 847 Н×м. (86,4 кг×м). При натяжении высокопрочных болтов за их головку величину крутящего момента следует увеличить на 5%.
- Роспуск. На указанной длине сваривать на монтаже после сварки поясов и затягивания высокопрочных болтов на 50% контролируемого усилия.
- Количество высокопрочных болтов, гаек и шайб необходимо увеличить на 2% (учитывая возможные потери).
- Обработка контактных поверхностей соединений на высокопрочных болтах — пескоструйная.
- Марка стали высокопрочных болтов 40х»селект»
Момент затяжки высокопрочного болта М24 40х»селект»
Определение натяжение высокопрочного болта выполняется в соответствии ниже перечисленных пунктов
- Крутящий момент (момент закручивания-затяжки) (Н×м) при натяжении высокопрочных болтов М24 за гайку следует определять по формуле:
- Мкр = 24×Р×К; где
- Р=258 кН — контролируемое усилие натяжения болта (25,75т)
- 7700 кг/см² (расчетное сопротивление стали 40Х)
- 0,95 — Коэффициент условий работы
- 3,52 расчетная площадь болта по сечение нетто
- К-коэффициент закручивания (берется из сертификатных данных завода-изготовителя). Так, при коэффициенте закручивания 0,175 крутящий момент равен Мкр = 1084 Н×м. (110,5 кг×м). При натяжении высокопрочных болтов за их головку величину крутящего момента следует увеличить на 5%.
- Роспуск. На указанной длине сваривать на монтаже после сварки поясов и затягивания высокопрочных болтов на 50% контролируемого усилия.
- Количество высокопрочных болтов, гаек и шайб необходимо увеличить на 2% (учитывая возможные потери).
- Обработка контактных поверхностей соединений на высокопрочных болтах — пескоструйная.
- Марка стали высокопрочных болтов 40х»селект»
В чем же отличаются болты высокой прочности от обычных?
Все элементы крепления обязаны соответствовать классу прочности указанному в действующих стандартах ГОСТ. Существует 11 маркировочных категорий класса прочности. Маркировочные цифры обозначают прочность. Умножая на 100 первую цифру – получим предельную прочность. Умножая на 10 вторую цифру – получим соотносимый предел прочности в процентной ставке.
Высокопрочные болты подразумевают продукт класса 9.8, 10 и выше. Главным отличием обычных и болтов с максимальным классом прочности, является физическая и механическая особенность, которая дает возможность крепежам воспринимать тяжелую нагрузку. Эксплуатация высокопрочных болтов может проходить в условиях сурового климата (Маркирование «ХЛ»), при средней холодной температуре (Маркирование «У»). Болты производятся с резьбой м12 – м36.
Важность правильного выбора крепежа
Болты, выпускаемые современной промышленностью, могут значительно отличаться по классам своей прочности, что зависит преимущественно от марки стали, которая была использована для их изготовления. Именно поэтому выбирать болты, соответствующие тому или иному классу, следует исходя из того, для решения каких задач их планируется использовать.
К примеру, для соединения элементов легкой ненагруженной конструкции подойдут болты более низкого класса прочности, а для крепления ответственных конструкций, эксплуатирующихся под значительными нагрузками, необходимы высокопрочные изделия. Наиболее примечательными из таких конструкций являются башенные и козловые краны, соответственно, болты, отличающиеся самой высокой прочностью, стали называть «крановыми». Характеристики таких крепежных элементов, используемых для соединения элементов самых ответственных конструкций, регламентируются требованиями ГОСТ 7817-70. Такие болты делают из высокопрочных сортов стали, что также оговаривается в нормативном документе.

Крепежные элементы, как известно, бывают нескольких видов: болты, гайки, винты, шпильки. Каждое из таких изделий имеет свое назначение. Для их изготовления используются стали разных классов прочности. Соответственно, будет различаться и маркировка болтов, а также крепежных элементов других типов.
Сфера использования
Высокого класса прочности болты используются в сферах деятельности человека:
1. При строительных работах. Для соединения разнообразных деталей из металла, крепление деталей при возведении мостов.
2. В машиностроительной сфере. Соединение узловых деталей, устройств и генераторов.
3. В строении автомобилей и в бытовой деятельности для прикрепления серьезных конструкций к изделию из металла или железобетона
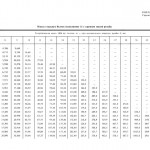
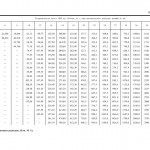
Разрушающие нагрузки для болтов
| Резьба | Рабочая площадь поперечного сечения, мм кв. | Класс прочности | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| 3.6 | 4.6 | 4.8 | 5.6 | 5.8 | 6.8 | 8.8 | 9.8 | 10.9 | 12.9 | ||
| Минимальная разрушающая нагрузка, кН | |||||||||||
| М5 | 14,2 | 4,69 | 5,68 | 5,96 | 7,1 | 7,38 | 8,52 | 11,35 | 12,8 | 14,8 | 17,3 |
| М6 | 20,1 | 6,63 | 8,04 | 8,44 | 10,0 | 10,4 | 12,1 | 16,1 | 18,1 | 20,9 | 24,5 |
| М7 | 28,9 | 9,54 | 11,6 | 12,1 | 14,4 | 15 | 17,3 | 23,1 | 26 | 30,1 | 35,3 |
| М8 | 36,6 | 12,1 | 14,6 | 15,4 | 18,3 | 19 | 22 | 29,2 | 32,9 | 38,1 | 44,6 |
| М10 | 58 | 19,1 | 23,2 | 24,4 | 29 | 30,2 | 34,8 | 46,4 | 52,2 | 60,3 | 70,8 |
| М12 | 84,3 | 27,8 | 33,7 | 35,4 | 42,2 | 43,8 | 50,6 | 67,4 | 75,9 | 87,7 | 103 |
| М14 | 115 | 38 | 46 | 48,3 | 57,5 | 59,8 | 69 | 92 | 104 | 120 | 140 |
| М16 | 157 | 51,8 | 62,8 | 65,9 | 78,5 | 81,6 | 94 | 125 | 141 | 160 | 192 |
| М18 | 192 | 63,4 | 76,8 | 80,6 | 96 | 99,8 | 115 | 159 | – | 200 | 234 |
| М20 | 245 | 80,8 | 98 | 103 | 122 | 127 | 147 | 203 | – | 255 | 299 |
| М22 | 303 | 100 | 121 | 127 | 152 | 158 | 182 | 252 | – | 315 | 370 |
| М24 | 353 | 116 | 141 | 148 | 176 | 184 | 212 | 293 | – | 367 | 431 |
| М27 | 459 | 152 | 184 | 193 | 230 | 239 | 275 | 381 | – | 477 | 560 |
| М30 | 561 | 185 | 224 | 236 | 280 | 292 | 337 | 466 | – | 583 | 684 |
| М33 | 694 | 229 | 278 | 292 | 347 | 361 | 416 | 576 | – | 722 | 847 |
| М36 | 817 | 270 | 327 | 343 | 408 | 425 | 490 | 678 | – | 850 | 997 |
| М39 | 976 | 322 | 390 | 410 | 488 | 508 | 586 | 810 | – | 1020 | 1200 |
Стали для изготовления болтов

Для изготовления высокопрочных крепежей используют легированную углеродистую сталь повышенной прочности и стойкости. Специальные технологии изготовления включают в себя горячую или холодную высадку заготовок, значительно повышают уровень прочности. Обязательная термообработка в электропечах наделяет изделие антикоррозийными свойствами, многократно повышает прочность, продлевает срок эксплуатации.
Технология крепления высокопрочных болтов
Одной из важных составляющих в технологии крепления является четкое фиксирование временного отрезка после подготовки и смазки резьбы до непосредственного использования крепежа. Этот срок не должен превышать 10 суток, что должно указываться в специальном журнале постановки высокопрочных болтов после их доставки от производителя. Если подготовка производилась самостоятельно, то данные также фиксируют, заполняя журнал. Пример порядка крепления болтового соединения:
- Подготавливают всю конструкцию для стыковки и монтажа.
- Подготавливают по стандартам необходимый крепеж.
- Проводят установку и монтаж конструкции.
- Затягивают болты.
- Производят герметизацию стыков всего крепежа.
- Осуществляют контроль качества сборки объекта.
Подготовка высокопрочных болтов гаек и шайб
Перед началом установки в конструкцию высокопрочные болты, гайки и шайбы подлежат подготовке. В нее входит:
- Технологическая очистка от консервирующих заводских смазок, а также от пыли и грязи. Ее совершают в разогретом щелочном растворе при температуре 80-100°С, куда входят вода, моющие средства, кальцинированная и каустическая сода, жидкое стекло и тринатрий фосфат. Соотношение соблюдают строго по ГОСТу. Крепеж в спецтаре опускают на 20 минут в раствор, после чего 3-5 раз промывают в моющем растворе.
- Сушку проводят в горячем виде в течение нескольких минут, с обдуванием сжатым воздухом.
- Выполняют прогонку на токарном станке или гайковертами, проверку и смазывание резьбы.
- Обязательную смазку резьбы крепежа проводят путем погружения его в раствор из спецбензина ГОСТ 2084 и минмасла ГОСТ 0799 в соотношении 9 к 1.
- Комплектацию и хранение очищенных метизов осуществляют в закрытой таре. При комплектации на каждый болт надевается гайка и две шайбы.
- Проводят контроль качества.
Правила затягивания БВП
Натяжение высокопрочных болтов производится в два этапа:
- Совмещают отверстия деталей под высокопрочные болты и фиксируют положение частей конструкции с помощью монтажных пробок.
- На первом этапе вставляют болтовой крепеж, вынимают пробки. Далее с помощью гайковертов, болтовой крепеж затягивают только до 50-90%. В начале натяжения головку крепежа необходимо придерживать от прокручивания. В случае невозможности устранить прокручивание элемент заменяют.
- На втором этапе закрепление производится полностью, с помощью динамометрических ключей. Натяжение болтов проводят после контроля соответствия геометрии всей конструкции относительно стандартов и правил, проверки плотности стяжки конструкции.

Отличные технические характеристики соединений, выполненных с помощью высокопрочных болтов, обеспечивают прочность всей конструкции. При условии соблюдения всех инструкций, конструкция будет служить многие десятилетия.
- https://materialyinfo.ru/vysokoprochnyj-bolt/
- https://FB.ru/article/342393/oboznachenie-boltov-osobennosti-trebovaniya-gost-i-rasshifrovka
- https://tutmet.ru/vysokoprochnye-bolty.html
- http://met-all.org/metalloprokat/metizy/boltovoe-soedinenie-klassy-prochnosti-boltov-markirovka-gost.html
- https://pro-krepezh.ru/markirovka-na-boltah-zagadochnyie-ieroglifyi/
- https://stroyone.com/metizy/vysokoprochnye-bolty/moment-zatyazhki-vysokoprochnyx-boltov.html
- https://www.rusbolt.ru/articles/12565/
- https://metizorel.ru/klasproch.html
- https://KrepezhInfo.ru/vysokoprochnye-bolty/